
搜索中心

上周,华东某企业的焊装车间里,突然响起刺耳的警报,整条产线直接 “罢工”。这种高度自动化的工厂,每小时的产量都是实打实的生命线,这一停,每小时蒸发的产值动辄几万、几十万,越停越亏,谁看了都着急。
官方复盘只笼统写了 “设备老化、定位失准”,可我们工程师拆开机器人关节才发现,根本不是什么大故障,就是减速机回程间隙磨损变大,连锁反应直接逼停整条产线。
这种事我们见得太多了,真不是夸张,都是企业用真金白银换来的教训:一个看似不起眼的微小间隙,慢慢累积,到最后可能就会吞噬整座工厂的利润。
传动链较为薄弱的环节,往往是减速机间隙
整条传动链就是一套联动系统,哪个环节薄弱,整条线就容易出问题,而减速机的回程间隙,往往就是最容易掉链子的地方。
很多人对 “间隙” 没概念,说白了就是齿轮啮合时的微小空隙。固定输入端,在输出端轻轻受力,产生的角度偏差就是背隙,单位用弧分。
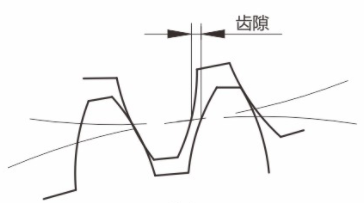
回程间隙 示意图
1 度 = 60 弧分,看着很小,实际影响却很夸张。比如半径 500mm 的位置,3 弧分背隙,末端就会偏差约 0.44mm。
高速往复产线上,定位精度就看两点:负载下的偏摆角度、设备运行的同步偏差,这两项都和背隙、刚性直接挂钩。间隙一大,精度立马拉胯。机器人从 “指哪打哪” 变成定位跑偏:轻了焊点偏移、废品增多;重了直接机构干涉、报警锁机。
对协同工作的焊装线来说,就这零点几毫米的误差,足以让整条产线彻底乱套。

焊接生产线
一次产线停工,才懂减速机间隙有多重要
每次碰到这类产线停工的事故,我们都忍不住想帮采购和设备负责人算一笔实在账。
设备升级或者新建产线时,经常会遇到这种选择:两款行星减速机,一款精密级,一款标准级,价格也就差几百块。不少人为了控制成本,会直接选更便宜的标准级。
但这笔账,真的划算吗?
不妨反过来想:省下来的这几百块差价,够抵一次产线停机的损失吗?显然是不够的。产线停一小时,损失就是几万起步;
如果因为背隙偏大导致精度不稳,产生的废件、拆机维修、工期延误、客户罚款,加起来往往是当初省下差价的十几倍、上百倍。
这就是很典型的 “只看采购单价,不看使用成本”。把减速机当成普通低价配件去比价,看似省了钱,实际上后期很容易用更高的成本买单。很多不起眼的小选择,最后都会实实在在反映在账本上。
选减速机,本质是选长期稳定
专业的选型,不是只比价格、看参数,而是看能不能匹配你的真实工况。对自动化产线来说,精密减行星速机稳定,整条线才省心。
真正靠谱的精密行星减速机,看这三点就够:
1.背隙控制稳定,长期运行不飘精度;
2.扭转刚度足够,重载、急停不发软;
3.连续工作 20000 小时,性能不衰减、不 “掉链子”;
我们在精密传动领域深耕多年,服务过大量自动化产线,核心就是把间隙、刚性、稳定性做扎实,让设备在严苛工况下也能长期稳定运行。
间隙与精度的匹配公式
想要在选型阶段就把间隙带来的隐患控制住,抓住这两点就够了。
实际设备的定位偏差,基本由三部分组成:回程间隙、扭转刚度带来的偏转角,再加上运动控制的同步偏差。
所以选型时有个很实用的原则:减速机的回程间隙,最好控制在设备允许最大偏差的 1/2~1/3 以内,给刚性和控制留出合理余量,后期运行才不容易出问题。
最后3条选型忠告,帮你避开不少停机隐患!
别盲目降配。标准级背隙就不要用在机器人关节、精密转台这类高精度场景,工况不匹配,后期很容易出问题。
别只算扭矩。重载悬臂场景,除了看扭矩,径向力、轴向力一定要一起核算,不然设备很容易提前磨损。
别为结构牺牲精度。做直角传动时,不能为了安装方便就妥协精度,否则整条传动链都会受影响。
在智能制造产线上,每个部件都影响整体稳定性,减速机的间隙更是不能马虎。有时候为了省几百块采购成本,反而造成大额停机损失,其实并不划算。选对适配工况、稳定性高的减速机,让产线少出故障、稳定运行,才是真正有效的成本控制。